

Parim hind ASTM A312 304 304L 316LS roostevabast terasest toru

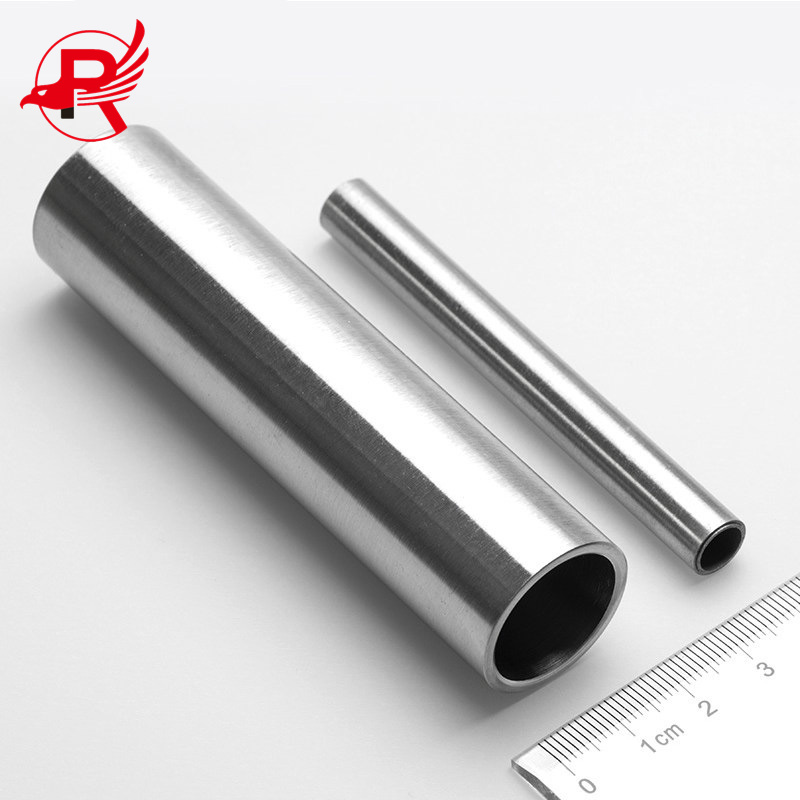



| Toote nimi | Roostevabast terasest ümmargune toru |
| Standardne | ASTM AISI DIN, EN, GB, JIS |
| Terase klass
| 200. seeria: 201, 202 |
| 300 seeria: 301, 304, 304L, 316, 316L, 316Ti, 317L, 321, 309s, 310s | |
| 400 seeria: 409L, 410, 410s, 420j1, 420j2, 430, 444, 441, 436 | |
| Dupleksteras: 904L, 2205, 2507, 2101, 2520, 2304 | |
| Väline läbimõõt | 6–2500 mm (vastavalt vajadusele) |
| Paksus | 0,3–150 mm (vastavalt vajadusele) |
| Pikkus | 2000mm/2500mm/3000mm/6000mm/12000mm (vastavalt vajadusele) |
| Tehnika | Sujuv |
| Pind | Nr 1 2B BA 6K 8K Peegel nr 4 HL |
| Tolerantsus | ±1% |
| Hinnatingimused | FOB, CFR, CIF |










Roostevabast terasest toru on õõnes pikk ümmargune teras, mida kasutatakse peamiselt tööstuslike transporditorustike, näiteks nafta, keemiatööstuse, meditsiini, toidu, kergetööstuse, mehaaniliste instrumentide jne, aga ka mehaaniliste konstruktsioonielementide jaoks. Lisaks on sama painde- ja väändetugevuse korral kaal väiksem, mistõttu seda kasutatakse laialdaselt ka mehaaniliste osade ja insenerkonstruktsioonide valmistamisel. Samuti kasutatakse seda tavaliselt mööbli ja köögitarvete valmistamiseks jne.
Märkus:
1. Tasuta proovivõtt, 100% müügijärgne kvaliteedi tagamine, toetage mis tahes makseviisi;
2. Kõik muud ümmarguste süsinikterasest torude spetsifikatsioonid on saadaval vastavalt teie nõuetele (OEM ja ODM)! Tehasehinna saate ROYAL GROUP-ilt.
Roostevabast terasest torude keemiline koostis
| Keemiline koostis% | ||||||||
| Hinne | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0,15 | ≤0,75 | 5. 5–7. 5 | ≤0,06 | ≤ 0,03 | 3,5–5,5 | 16,0–18,0 | - |
| 202 | ≤0,15 | ≤l,0 | 7,5–10,0 | ≤0,06 | ≤ 0,03 | 4,0–6,0 | 17,0–19,0 | - |
| 301 | ≤0,15 | ≤l,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 6,0–8,0 | 16,0–18,0 | - |
| 302 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 8,0–10,0 | 17,0–19,0 | - |
| 304 | ≤0,0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 8,0–10,5 | 18,0–20,0 | - |
| 304L | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0–13,0 | 18,0–20,0 | - |
| 309S | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0–15,0 | 22,0–24,0 | - |
| 310S | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,035 | ≤ 0,03 | 19,0–22,0 | 24,0–26,0 | |
| 316 | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 10,0–14,0 | 16,0–18,0 | 2,0–3,0 |
| 316L | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0–15,0 | 16,0 -1 8,0 | 2,0–3,0 |
| 321 | ≤ 0,08 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0–13,0 | 17,0 -1 9,0 | - |
| 630 | ≤ 0,07 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | 3,0–5,0 | 15,5–17,5 | - |
| 631 | ≤0,09 | ≤1,0 | ≤1,0 | ≤0,030 | ≤0,035 | 6.50–7.75 | 16,0–18,0 | - |
| 904L | ≤ 2,0 | ≤0,045 | ≤1,0 | ≤0,035 | - | 23,0·28,0 | 19,0–23,0 | 4,0–5,0 |
| 2205 | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,030 | ≤0,02 | 4,5–6,5 | 22,0–23,0 | 3,0–3,5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6,0–8,0 | 24,0–26,0 | 3,0–5,0 |
| 2520 | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,045 | ≤ 0,03 | 0,19–0,22 | 0,24 -0,26 | - |
| 410 | ≤0,15 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | - | 11,5–13,5 | - |
| 430 | ≤0,1 2 | ≤0,75 | ≤1,0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16,0–18,0 | |
Roostevabast terasest pinnaviimistlus saavutatakse erinevate külmvaltsimise ja valtsimisjärgse pinnatöötluse meetodite abilbaars võib olla erinevat tüüpi.

Roostevabast terasest torude pinnatöötlus on nr 1, 2B, nr 4, HL, nr 6, nr 8, BA, TR kõva, ümbervaltsitud läikiv 2H, poleeritud läikiv ja muud pinnaviimistlused jne.
NR 1: Pind nr 1 viitab roostevabast terasest toru kuumvaltsimise järel kuumtöötluse ja marineerimise teel saadud pinnale. See on kuumvaltsimise ja kuumtöötluse käigus tekkiva musta oksiidikihi eemaldamine marineerimise või sarnase töötlusmeetodi abil. See on pinnatöötlus nr 1. Pind nr 1 on hõbevalge ja matt. Seda kasutatakse peamiselt kuumakindlates ja korrosioonikindlates tööstusharudes, mis ei vaja pinna läiget, näiteks alkoholitööstuses, keemiatööstuses ja suurtes mahutites.
2B: 2B pind erineb 2D pinnast selle poolest, et see on sileda rulliga silutud ja seega heledam kui 2D pind. Instrumendiga mõõdetud pinnakaredus Ra väärtus on 0,1–0,5 μm, mis on kõige levinum töötlemisviis. Selline roostevabast terasest ribapind on kõige mitmekülgsem ja sobib üldiseks otstarbeks ning seda kasutatakse laialdaselt keemia-, paberi-, nafta-, meditsiini- ja muudes tööstusharudes ning seda saab kasutada ka hoone kardinaseinana.
TR kõva viimistlus: TR roostevaba terast nimetatakse ka kõvaks teraseks. Selle tüüpilised teraseklassid on 304 ja 301 ning neid kasutatakse toodetes, mis vajavad suurt tugevust ja kõvadust, näiteks raudteesõidukid, konveierilindid, vedrud ja tihendid. Põhimõte on austeniitse roostevaba terase töötlemiskõvenemisomaduste kasutamine terasplaadi tugevuse ja kõvaduse suurendamiseks külmtöötlemismeetodite, näiteks valtsimise abil. Kõva materjali puhul kasutatakse 2B aluspinna pehme tasasuse asendamiseks mõnest protsendist kuni kümnetesse protsentidesse pehmet valtsimist ja pärast valtsimist ei tehta lõõmutamist. Seetõttu on kõva materjali TR kõva pind pärast külmvaltsimist valtsitud pind.
Ümbervaltsitud läikiv 2H: Pärast valtsimisprotsessi töödeldakse roostevabast terasest toru läikivaks. Toru saab pideva lõõmutusliini abil kiiresti jahutada. Roostevabast terasest toru liikumiskiirus liinil on umbes 60–80 m/min. Pärast seda etappi valtsitakse pinnaviimistlus läikivaks 2H.
Nr 4: Nr 4 pind on peenelt poleeritud ja heledam kui nr 3 pind. See saadakse samuti roostevabast terasest külmvaltsitud roostevabast terasest toru poleerimisel, mille aluspind on 2D või 2B ja seejärel abrasiivlindiga, mille terasuurus on 150–180#. Töödeldud pinna karedus, mida mõõdetakse seadmega, on Ra 0,2–1,5 μm. Nr 4 pinda kasutatakse laialdaselt restorani- ja köögiseadmetes, meditsiiniseadmetes, arhitektuurilises dekoratsioonis, konteinerites jne.
HL: HL-pinda nimetatakse tavaliselt juuksepiiriliseks viimistluseks. Jaapani JIS-standard sätestab, et pideva juuksepiirilise pinna poleerimiseks kasutatakse 150–240# abrasiivlindi. Hiina GB3280 standardis on eeskirjad üsna ebamäärased. HL-pinnaviimistlust kasutatakse peamiselt hoonete, näiteks liftide, eskalaatorite ja fassaadide kaunistamiseks.
Nr 6: Nr 6 pind on loodud nr 4 pinna sarnaselt ja seda on täiendavalt poleeritud Tampico harja või abrasiivmaterjaliga, mille osakeste suurus on GB2477 standardi kohaselt W63. Sellel pinnal on hea metalliline läige ja pehmed omadused. Peegeldus on nõrk ja ei peegelda kujutist. Tänu sellele heale omadusele sobib see väga hästi hoonete kardinapuude ja narmaskaunistuste valmistamiseks ning seda kasutatakse laialdaselt ka köögitarvetena.
BA: BA on külmvaltsimise järel läikiva kuumtöötlusega saadud pind. Läikiv kuumtöötlus on lõõmutamine kaitsva atmosfääri all, mis tagab pinna oksüdeerumise vältimise, et säilitada külmvaltsitud pinna läige, ning seejärel pinna heleduse parandamiseks kasutatakse täppis-sillutusrulli. See pind on peaaegu peegelsile ja instrumendiga mõõdetud pinnakareduse Ra väärtus on 0,05–0,1 μm. BA-pinnal on lai kasutusala ja seda saab kasutada köögitarvete, kodumasinate, meditsiiniseadmete, autoosade ja dekoratsioonidena.
Nr 8: Nr 8 on peegelviimistlusega pind, millel on kõrgeim peegeldusvõime ilma abrasiivsete teradeta. Roostevabast terast sügavtöötlemistööstuses nimetatakse seda ka 8K plaatideks. Üldiselt kasutatakse BA-materjale peegli viimistluse toorainena ainult lihvimise ja poleerimise teel. Pärast peegli viimistlust on pind kunstipärane, seega kasutatakse seda enamasti hoonete sissepääsude kaunistamiseks ja sisekujunduses.
Peamine tootmisprotsess: ümarteras → ülekontroll → koorimine → tühjendamine → tsentreerimine → kuumutamine → perforeerimine → marineerimine → lamepea → kontroll ja lihvimine → külmvaltsimine (külmtõmbamine) → rasvaärastus → kuumtöötlus → sirgendamine → torude lõikamine (fikseeritud pikkusega) → marineerimine/passivatsioon → valmistoote kontroll (pöörisvool, ultraheli, veesurve) → pakendamine ja ladustamine.
1. Ümarterase lõikamine: Pärast ümmarguse terase saamist toorainelaost arvutage ümmarguse terase lõikepikkus vastavalt protsessi nõuetele ja tõmmake ümmargusele terasele joon. Terased on virnastatud vastavalt terase klassile, kuumusnumbrile, tootmispartii numbrile ja spetsifikatsioonile ning otsad eristatakse erinevat värvi värvidega.
2. Tsentreerimine: Ristpuurpink tsentreerimisel tuleb esmalt leida ümarterase lõigust keskpunkt, teha prooviaugud ja seejärel kinnitada need vertikaalselt puurmasina lauale tsentreerimiseks. Pärast tsentreerimist virnastatakse ümarvardad vastavalt terase klassile, kuumusnumbrile, spetsifikatsioonile ja tootmispartii numbrile.
3. Koorimine: koorimine toimub pärast sissetulevate materjalide kontrollimist. Koorimine hõlmab treipingi koorimist ja keerislõikamist. Treipingi koorimine toimub treipingil ühe klambri ja ühe pealispinnaga ning keerislõikamine toimub ümarterase riputamise teel tööpingile. Teostatakse keerislõikamine.
4. Pinnakontroll: Kooritud ümarterase kvaliteedikontroll, olemasolevate pinnadefektide märgistamine ja lihvimispersonal lihvib neid kvalifitseerimiseni. Kontrolli läbinud ümarvardad sorteeritakse eraldi terase klassi, kuumusnumbri, spetsifikatsiooni ja tootmispartii numbri järgi.
5. Ümmarguse terase kuumutamine: Ümmarguse terase kuumutamisseadmed hõlmavad gaasiküttel töötavat kaldsüdameahju ja gaasiküttel töötavat kastitüüpi ahju. Gaasiküttel töötavat kaldsüdameahju kasutatakse suurte partiide kuumutamiseks ja gaasiküttel töötavat kastitüüpi ahju väikeste partiide kuumutamiseks. Ahju sisenemisel eraldatakse erineva teraseklassi, kuumusnumbri ja spetsifikatsiooniga ümmargused vardad vana väliskilega. Ümmarguste varraste kuumutamisel kasutavad treijad varraste keeramiseks spetsiaalseid tööriistu, et tagada ümmarguste varraste ühtlane kuumutamine.
6. Kuumvaltsimine augustamiseks: kasutage augustusseadet ja õhukompressorit. Perforeeritud ümarterase spetsifikatsioonide kohaselt valitakse vastavad juhtplaadid ja molübdeenist korgid ning kuumutatud ümarteras perforeeritakse perforaatoriga ja augustatud kanalisatsioonitorud juhitakse juhuslikult basseini täielikuks jahutamiseks.
7. Kontroll ja lihvimine: Kontrollige, et kanalisatsioonitoru sise- ja välispind oleksid siledad ja siledad ning et neil ei oleks lillekesta, pragusid, vahekihte, sügavaid auke, tõsiseid keermejälgi, tornirauda, frittereid, Baotou ja sirppeasid. Kanalisatsioonitoru pinnadefekte saab kõrvaldada kohaliku lihvimismeetodi abil. Kontrolli läbinud või pärast parandamist ja lihvimist väiksemate defektidega kontrolli läbinud kanalisatsioonitorud tuleb töökoja kimpurite poolt vastavalt nõuetele kimpu panna ja kanalisatsioonitoru teraseklassi, ahju numbri, spetsifikatsiooni ja tootmispartii numbri järgi virnastada.
8. Sirgendamine: Perforatsioonitöökotta pakitakse sissetulevad kanalisatsioonitorud kimpudesse. Sissetuleva kanalisatsioonitoru kuju on painutatud ja vajab sirgendamist. Sirgendusseadmed on vertikaalne sirgendusmasin, horisontaalne sirgendusmasin ja vertikaalne hüdrauliline press (kasutatakse eelsirgestamiseks, kui terastorul on suur kumerus). Terastoru sirgendamise ajal hüplemise vältimiseks kasutatakse terastoru piiramiseks nailonhülsi.
9. Toru lõikamine: Tootmisplaani kohaselt tuleb sirgendatud kanalisatsioonitoru lõigata otsast lõpuni ning kasutatav seade on lihvkettaga lõikemasin.
10. Marineerimine: Sirgendatud terastoru tuleb marineerida, et eemaldada oksiidikiht ja lisandid toru pinnalt. Terastoru marineeritakse marineerimistöökojas ja seejärel tõstetakse aeglaselt marineerimispaaki.
11. Lihvimine, endoskoopiline kontroll ja sisemine poleerimine: marineerimiseks kvalifitseeritud terastorud läbivad välispinna lihvimise, poleeritud terastorud läbivad endoskoopilise kontrolli ja kvalifitseerimata tooted või protsessid, millel on erinõuded, vajavad sisemist poleerimist.
12. Külmvaltsimise protsess/külmtõmbamise protsess
Külmvaltsimine: terastoru valtsitakse külmvaltsimistehase rullidega ning terastoru suurust ja pikkust muudetakse pideva külmdeformatsiooni teel.
Külmtõmbamine: terastoru suurust ja pikkust muudetakse külmtõmbamismasinaga ilma kuumutamiseta, laiendades ja vähendades seina laiust. Külmtõmbamismeetodil on kõrge mõõtmete täpsus ja hea pinnaviimistlus. Puuduseks on suur jääkpinge, sageli kasutatakse suure läbimõõduga külmtõmbamistorusid ja valmistoote aeglane vormimiskiirus. Külmtõmbamise spetsiifiline protsess hõlmab järgmist:
1. Keevituspea paigaldamine: enne külmtõmbamist tuleb terastoru ühte otsa paigaldada pea (väikese läbimõõduga terastoru) või keevituspea (suure läbimõõduga terastoru), et valmistada see ette tõmbamiseks, ning väike kogus spetsiaalset terastoru tuleb kuumutada ja seejärel pea paigaldada.
2 Määrimine ja küpsetamine: Enne terastoru külmtõmbamist pärast pead (keevituspead) tuleb terastoru sisemine auk ja välispind määrida ning määrdeainega kaetud terastoru tuleb enne külmtõmbamist kuivatada.
3. Külmtõmbamine: Pärast määrdeaine kuivatamist siseneb terastoru külmtõmbamisprotsessi ning külmtõmbamiseks kasutatavad seadmed on keti külmtõmbamismasin ja hüdrauliline külmtõmbamismasin.
13. Rasvaärastus: Rasvaärastuse eesmärk on eemaldada loputamise teel pärast valtsimist terastoru sise- ja välispinnale kinnitunud valtsimisõli, et vältida terase pinna saastumist lõõmutamise ajal ja süsiniku ladestumise suurenemist.
14. Kuumtöötlus: Kuumtöötlus taastab materjali kuju rekristalliseerumise teel ja vähendab metalli deformatsioonikindlust. Kuumtöötlusseadmeks on maagaasilahuse kuumtöötlusahi.
15. Valmistoodete marineerimine: Pärast lõikamist töödeldakse terastorusid pinna passiivseks töötlemiseks, et moodustada terastorude pinnale oksiidikaitsekile, mis parandab terastorude suurepäraseid omadusi.
16. Valmistoote kontroll: Valmistoote kontrolli ja katsetamise peamine protsess on mõõturi kontroll → pöörisandur → supersond → veerõhk → õhurõhk. Pinna kontroll toimub peamiselt käsitsi kontrollimiseks, kas terastoru pinnal on defekte, kas terastoru pikkus ja välisseina suurus on kvalifitseeritud; pöörisvoolu defektide tuvastamiseks kasutatakse peamiselt pöörisvoolu defektide detektorit, et kontrollida, kas terastorus on lünki; superdetekteerimiseks kasutatakse peamiselt ultraheli defektide detektorit, et kontrollida, kas terastorus on seest- või väljastpoolt pragusid; vee- ja õhurõhu tuvastamiseks kasutatakse hüdraulilist masinat ja õhurõhumasinat, et tuvastada, kas terastoru lekib vett või õhku, et tagada terastoru hea seisukord.
17. Pakendamine ja ladustamine: Kontrolli läbinud terastorud sisenevad pakendamiseks valmistoodete pakkimisalasse. Pakkimismaterjalide hulka kuuluvad augukorgid, kilekotid, maonahkne riie, puitplaadid, roostevabast terasest lindid jne. Pakendatud terastoru mõlema otsa välispind on vooderdatud väikeste puitplaatidega ja välispind on kinnitatud roostevabast terasest lindidega, et vältida terastorude omavahelist kokkupuudet transportimise ajal ja põhjustada kokkupõrkeid. Pakendatud terastorud sisenevad valmistoodete virnastamisalasse.
Pakend on üldiselt paljas, terastraadist siduv, väga tugev.
Kui teil on erinõuded, võite kasutada roostekindlat pakendit ja see on ilusam.

Transport:Ekspress (näidise kohaletoimetamine), õhu-, raudtee-, maa- ja meretransport (FCL või LCL või lahtiselt)


Meie klient

K: Kas ua on tootja?
V: Jah, me oleme tootja. Meil on oma tehas, mis asub Hiinas Tianjinis.
K: Kas ma saan proovitellimuse teha ainult mõne tonni eest?
V: Muidugi. Saame kauba teile saata LCL-teenusega (väiksem konteinerikoormus).
K: Kui proov on tasuta?
A: Proov on tasuta, kuid ostja tasub kaubaveo.
K: Kas olete kulla tarnija ja teete kaubandustagatist?
A: Meil on seitse aastat kulla tarnijat ja me aktsepteerime kaubanduse tagatist.
-

Roostevabast terasest õmblusteta toru (304H 304 316 316...
-

Kvaliteetne õmblusteta terastoru ASTM 304 304L ...
-

Hiina professionaalne roostevabast terasest tehase too...
-

Tippkvaliteediga 410 410s roostevabast terasest ruudukujuline toru
-
Tehase hulgimüük 2205 2507 peegel roostevabast terasest ...
-

2b/Ba/nr 1/nr 4/Hl/8K Ss mähis külmvaltsitud/kuumvaltsitud...





